3pe防腐钢管的制作流程
发布时间:2023年03月07日
3pe防腐钢管的制作流程:
1、外观检查,加工前,一般应由熟练工人对钢管进行目测分析,逐根检查,若钢管存在严重机械损伤、重皮、裂缝、凹陷等缺陷,则为不合格产品, 退回;检查螺纹管口,当管口出现扁口时,要及时**,无法**的则按照报废品处理。
2、管件除锈,将要进行防腐处理的钢管运至作业线的上官平台,并进行火炎加热处理驱除钢管表面的潮气、油污、杂质等,控制其温度在40到60摄氏度之间,用PW-380钢管抛丸除锈机进行除锈,并在之后对钢管进行进一步处理,清理掉铁锈、油污、氧化皮等,同时对不合格的地方进行打磨。
3、经打磨后,应用微尘处理装置对钢管的外表面进行二次处理,并将其上残留的锈粉微尘处理干净,然后在4小时内进行环氧粉末涂料的涂敷。
4、钢管预热,在进行环氧粉末涂敷前,应先,进行预热处理,根据钢管管径,以及送进速度,选择合适的温度,但要注意,不能**275度。
5、胶粘剂涂覆与聚乙烯带缠绕,在环氧粉末胶化过程中进行
胶粘剂的涂覆;进行侧向缠绕工艺时,要保证聚乙烯层表面的完好,并对搭接部分的聚乙烯及焊缝两侧的聚乙烯进行 辊压密实。
6、循环水冷却,在钢管的防腐层的制作结束后,应冷却固定成型,采用循环水浇涂室对防腐完的钢管进行防腐层表层的冷却处理。
7、切割留头,用冷却水冷却钢管的防腐层,并按照规定对管端预留100-120mm的长度。
8、修磨管端留头,用钢丝刷对管端留头进行处理。
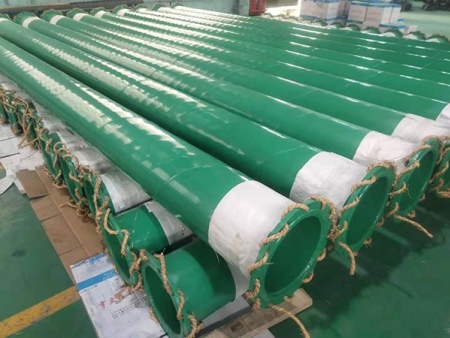
热销产品展示